电 话:0513-88320190
手 机:18962916051,18321323903
邮 箱:songjingru@vip.163.com
地 址:江苏省南通市崇川区林荫路52号
网 址: www.zj-semyx.com
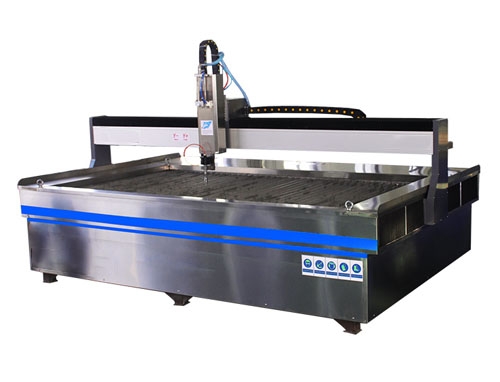
高压水射流切割装置简称水刀,在我国华东、华南等地区利用水刀对石材进行切割比较多目前国内生产的水刀设备,都采用的是后混合式磨料水射流形式,所需工作压力一般都在300MPa以上喷嘴磨损也较快,整套设备成本较高;而且,人机交互性能差,设备操作复杂,图形处理比较困难,对操作人员素质要求较高,从而限制了高压水射流切割技术在我国的广泛推广应用。
结合国家自然科学基金重点项目 经过对固体磨料在振荡流中的混合机理及脉冲磨料水射流的研究,发现磨料在脉冲状态下的能量交换和加速效果明显优于一般磨料水射流,从而提高了切割能力和效率。本文将介绍作者研究的高压水射流切割装置系统多功能数控自激振荡脉冲磨料水射流切割装置系统(简称数控水刀)。

其中,脉冲磨料喷嘴如图 2 所示主要由上、下游喷嘴1,4和碰撞壁2、振荡腔3组成。

数控柜由计算机一台、计算机数据采集卡、I/O卡、固态继电器板、继电器和控制面板等组成。
其工作原理如图 1 所示,从高压泵出来的高压水流,一股通往磨料罐的上部;一股经节流阀后流入磨料罐底部,使磨料流态化;以便注入到高压水流管路中去;一股通往混合室。磨料在静水压力和自重的联合作用下通过供料阀进入混合室,经节流阀流入混合室的高压水流,在混合室与磨料充分混合后,经管路至喷嘴内的振荡腔,在振荡腔内产生脉冲振荡,由下游喷嘴喷出,形成脉冲磨料水射流。
通过在适当振荡频率下进行振荡激励,可有效地促进射流剪切层涡环发育长大和涡漩配对,有利于促使磨料粒子向射流中心聚集,使得磨料粒子在射流束中心呈团状分布,既提高了冲蚀切割效果,降低了泵压,整套数控水刀软件包括全绘编程、参数设置、矢量位图、文件处理和帮助信息等几大模块。如图3 所示、在全绘编程界面中,可以如AutoCAD软件一样方便地绘制所需的加工图形,直接存储为数控文件;并且不需要描点 扫描图形也可以直接转换成数控文件;也可以人工直接绘制形成数控文件。保存图形后直接进行控制切割走刀。

除了在该软件界面中绘制加工的图形外,还可以直接调用其他形式的图形文件,如 CAD 图形文件、扫描图形文件、bmp 格式的图形文件等。


采用自激振荡脉冲磨料水射流形式 提高了冲蚀切割效果 本试验条件下 其最 大切割深度是前混合式磨料水射流的 1.72 倍 大大降低了泵压其所需的工作压力比后混合式磨料水射流低了一个数量级,即还不到十分之一的泵压就能达到同样的切割效果;强烈的自激振荡,可有效地促进射流剪切层涡环发育长大和涡漩配对,有利于促使磨料粒子向射流中心聚集,减少了磨料对喷嘴的磨损,延长了喷嘴的寿命。